Understanding Stainless Steel Sheet Metal Fabrication for Automation and Energy Equipment
Stainless steel sheet metal fabrication integrates precision cutting, controlled forming, and durable joining to produce enclosures and structural components that sustain mechanical and environmental stress in automation and energy equipment.
Key fabrication processes — laser cutting, CNC bending, TIG/MIG welding, and surface finishing
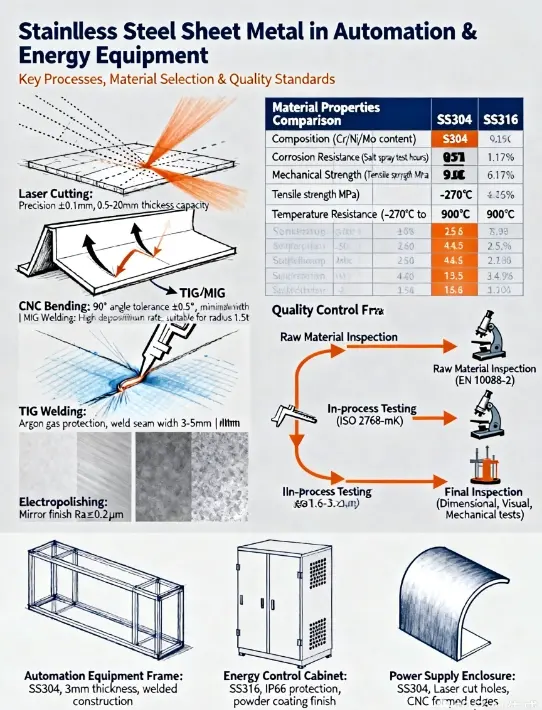
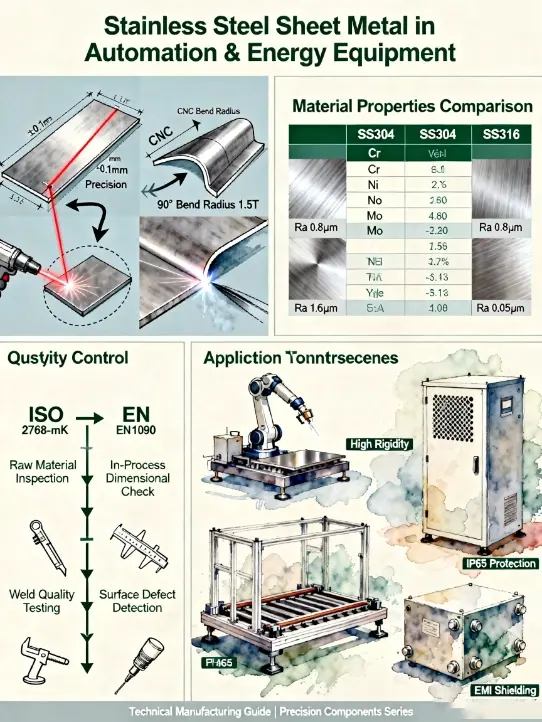
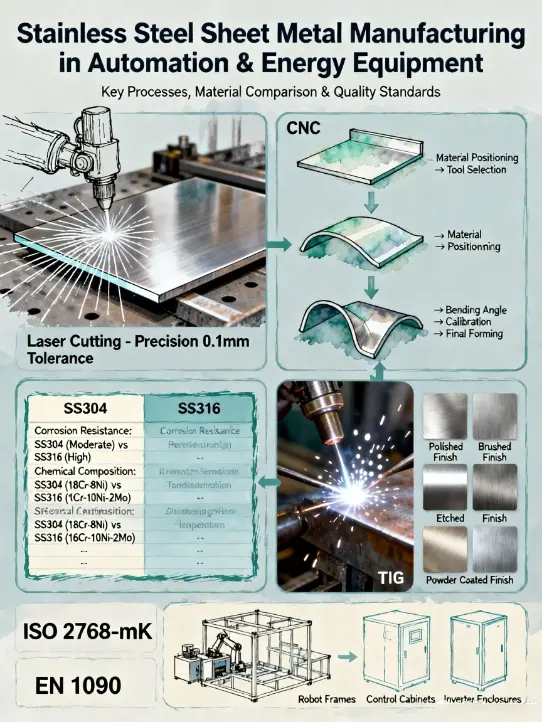
Laser cutting defines the accuracy baseline of stainless steel fabrication. Using fiber-laser systems with power levels between 3–6 kW ensures clean edges on 1–6 mm sheets with minimal heat distortion. CNC bending follows, where servo-controlled press brakes achieve ±0.2 mm repeatability, critical for enclosure assemblies that demand airtight sealing. TIG and MIG welding close the loop—TIG for precision seams in visible panels, MIG for structural joints with higher deposition rates. Each welded joint is later ground and passivated to restore corrosion resistance. Surface finishing steps, including brushing or bead blasting, not only unify appearance but also meet hygiene standards in HVAC, automation, and power-distribution applications.

Why stainless steel is preferred for automation systems and energy infrastructure
In automation and energy environments, durability and chemical stability outweigh lightweight concerns. Stainless steel resists corrosion in humid production halls, withstands cleaning cycles, and maintains dimensional integrity under heat loads. Grades such as SS304 and SS316 retain tensile strength above 520 MPa even after repeated thermal cycling, enabling long service life for inverter housings and robotic frames. In electrical cabinets, the material’s non-reactive surface prevents oxidation around terminal blocks, safeguarding current stability. Moreover, its high stiffness-to-weight ratio simplifies modular assembly, supporting vibration resistance in energy storage racks and field-mounted control boxes.
Fabrication standards and tolerances required for control panels, cabinets, and enclosures
Automation and energy sectors require fabrication under consistent dimensional accuracy. Typical tolerances are held within ±0.1 mm for laser-cut panels and ±0.3 mm for bent parts, ensuring seamless enclosure fitment. International standards such as ISO 2768-mK and EN 1090 guide the dimensional and weld-quality grades, while internal inspection protocols document every batch’s flatness, perpendicularity, and weld bead penetration. Surface roughness (Ra ≤ 0.8 µm) is maintained where gasket sealing or heat dissipation is critical. For IP-rated control panels, door alignment and compression-latch geometry are verified through functional gauges before assembly release. Each specification ensures that automation cabinets and energy enclosures maintain structural reliability even under continuous thermal cycling and outdoor exposure.
Process Capability and Production Workflow: From Engineering to Delivery
Precision and consistency in stainless steel sheet metal fabrication rely on an integrated engineering workflow—combining DFM validation, controlled prototyping, standardized batch execution, and multi-stage quality inspection from raw sheet to assembled unit.
Design-for-manufacturing (DFM) and engineering validation for complex assemblies
At the engineering stage, DFM analysis ensures every component can be fabricated, welded, and assembled with predictable accuracy. Our engineers convert 3D models into flat patterns using CNC-compatible nesting software, verifying bend reliefs, K-factors, and joint clearances before toolpath generation. For large automation frames or multi-panel enclosures, virtual fit-up simulations check alignment tolerances across hinge lines and mounting flanges. Engineering validation continues with pre-production samples subjected to dimensional audits and vibration or load testing when required. These steps minimize downstream deviation, reduce rework, and secure the interchangeability critical in OEM energy-equipment assemblies.
Workflow structure — prototyping, batch production, inspection, and assembly integration
Once designs are validated, fabrication proceeds through a closed production workflow. Prototyping runs confirm manufacturability, followed by documented approval gates before batch release. CNC punching and laser cutting operations are digitally logged, enabling traceability of parameters such as feed rate and focal offset. Forming and welding stations operate under standardized job travelers, where each stage is timestamped within the MES (Manufacturing Execution System). After intermediate inspections, assemblies progress to mechanical integration, where fasteners, sealing strips, and electrical accessories are installed under controlled torque or pressure. This linear yet traceable structure ensures that automation housings and energy-system enclosures leave the line fully compliant with engineering intent and serial production standards.
In-process quality control methods (CMM inspection, weld integrity testing, surface finish checks)
Quality control is embedded within the production cycle rather than treated as a final step. Coordinate-measuring machines (CMM) verify key dimensions on representative samples to within ±0.02 mm, ensuring consistency between batches. Weld integrity is monitored through dye-penetrant inspection for visible seams and ultrasonic testing for structural joints subject to dynamic stress. Surface quality audits employ gloss-meters and Ra testers to maintain uniform appearance across brushed or bead-blasted finishes. Each inspection result is linked to its digital traveler ID for full traceability. This combination of metrology, process monitoring, and documented verification enables stable performance across large-volume fabrication for automation and energy-sector clients.
Material Selection and Surface Finishing Options for Industrial Durability
Selecting the right stainless steel grade and surface finish directly determines an enclosure’s durability, corrosion resistance, and long-term stability in automation and energy environments. SS304 and SS316 remain the primary materials for high-precision housings, complemented by brushed, bead-blasted, or passivated finishes tailored to each operating condition.
Comparison of SS304 vs SS316 for corrosion resistance, formability, and weldability
SS304 is widely adopted for indoor automation systems due to its excellent formability and weldability. It contains 18% chromium and 8% nickel, offering balanced strength and cost efficiency. However, when exposed to chlorides, humidity, or acidic residues—conditions common in outdoor power cabinets or inverter housings—SS316 becomes essential. With 2–3% molybdenum, SS316 exhibits superior pitting and crevice corrosion resistance, particularly in coastal or chemical-exposed environments. Both grades maintain stable mechanical properties under repeated bending and TIG/MIG welding cycles, but SS316 tolerates heat tint removal and post-weld passivation more effectively, ensuring surface integrity during long-term service.
Recommended finishes — brushed, bead-blast, passivation, and their performance impacts
Surface finishing defines not only appearance but also cleanliness and wear performance. A brushed finish (typically #4 or #6) offers consistent grain texture that masks minor handling marks, making it suitable for visible panels on control cabinets. Bead blasting refines the surface to a matte, non-reflective look while reducing fingerprint retention—an advantage in equipment operating near sensors or lighting systems. Passivation, conducted through controlled acid treatment, removes free iron from weld areas and restores the chromium oxide layer essential for corrosion protection. In high-humidity or energy storage applications, combining bead blasting with post-passivation can extend service intervals by 30–40%, according to field maintenance data.
Environmental durability considerations (humidity, chemicals, outdoor exposure)
Automation and energy systems often operate under fluctuating temperature and humidity, exposing enclosures to condensation and airborne contaminants. Stainless steel’s resistance to oxidation ensures stable grounding performance and prevents contact corrosion near electrical terminals. For outdoor energy modules and HVAC units, SS316 with sealed joints and gasket interfaces withstands prolonged UV exposure and acid rain without coating degradation. In chemical or coastal installations, additional electropolishing further smooths micro-roughness, reducing salt accumulation. Integrating suitable grade and finish from the engineering phase secures both structural integrity and long-term aesthetic retention, minimizing field maintenance while ensuring consistent performance in harsh industrial environments.
Quality Control Framework and Certification Systems
Consistency and compliance in stainless steel sheet metal fabrication are maintained through certified management systems, full material traceability, and rigorous multi-stage inspections, ensuring every OEM component meets dimensional and regulatory standards before shipment.
Implementation of ISO 9001 / ISO 14001 quality management systems
The foundation of repeatable quality lies in process standardization. Facilities operating under ISO 9001 maintain documented procedures for each stage—from material receipt to shipment—covering calibration, nonconformance handling, and preventive maintenance. Complementing this, ISO 14001 governs environmental controls such as waste segregation, chemical handling, and energy consumption monitoring. Together, these frameworks establish measurable benchmarks for fabrication accuracy, surface cleanliness, and resource efficiency. Internal audits are performed quarterly, and process deviations trigger root-cause analysis before corrective actions are logged into the QMS database. This disciplined control loop ensures stable output even during high-volume OEM production cycles.
Traceability and material certification documentation (mill test reports, process logs)
Traceability underpins accountability throughout the fabrication chain. Each stainless-steel batch is assigned a unique heat number linked to its mill test report (MTR) containing chemical composition and mechanical properties. Upon laser cutting, parts receive digital identification within the MES, enabling tracking of bend, weld, and inspection data. Process logs capture operator ID, machine parameters, and inspection timestamps. When requested by OEM clients, this documentation forms part of the production dossier, providing verifiable evidence that every component was manufactured from certified raw material under controlled parameters. This end-to-end recordkeeping strengthens compliance with industry codes such as EN 1090 and IEC 62208 for industrial enclosures.
Final inspection, FAT (Factory Acceptance Test), and documentation for OEM shipment
Before delivery, each assembly undergoes a structured Factory Acceptance Test (FAT) replicating real operating conditions. Dimensional checks confirm alignment of panels and sealing interfaces, while electrical enclosures are verified for grounding continuity and IP protection level. Weld seams and finishes are visually graded against internal standards derived from ISO 5817. All results are consolidated into a final inspection report, signed by QA and project engineering teams. Packaging follows predefined handling instructions to prevent deformation or surface contamination. The completed quality dossier—containing inspection certificates, MTRs, and FAT reports—accompanies every OEM shipment, ensuring transparent compliance and full traceability from design approval to on-site installation.
Capacity, Lead Time, and Batch Manufacturing Models
OEM clients can expect stable delivery and flexible batch capacity through scalable production cells, integrated scheduling, and parallel fabrication lines that sustain both prototype and mass-production volumes within a 1–3-month delivery cycle.
Batch volume flexibility — low-volume prototyping to mass production lines
Production flexibility begins with modular fabrication cells capable of switching between prototype and batch workflows without machine downtime. For low-volume or engineering validation builds, dedicated rapid-fabrication units handle short runs under accelerated process approval, enabling sample release within one to two weeks. When designs mature into serial production, capacity expands through synchronized CNC and welding lines equipped with automated tool changers and robotic handling systems. This modular structure allows the same facility to manage diverse orders—from five-piece automation frames to several hundred energy-storage cabinets—without compromising process stability or repeatability.
Typical delivery cycles (1–3 months) and production scheduling methods
Standard delivery windows for stainless steel enclosures typically range from four to twelve weeks, depending on complexity and finishing requirements. Schedules are generated by an integrated Manufacturing Execution System (MES) that links engineering data with shop-floor capacity. The system calculates machine loading, material availability, and welding-bay occupancy to generate real-time production forecasts. Weekly progress audits align procurement, fabrication, and logistics teams to minimize bottlenecks. For repeat OEM programs, standing work orders and rolling forecasts maintain component flow, ensuring each batch enters fabrication on schedule. Through this digital scheduling method, delivery commitments remain predictable even under fluctuating order volumes.
Parallel manufacturing strategies for large enclosures and structural assemblies
For oversized automation cabinets or structural energy housings, production efficiency depends on synchronized parallel processing. Multiple workstations—cutting, forming, welding, and finishing—operate concurrently on split sub-assemblies tracked under a single project code. Robotic welding cells handle symmetrical frames, while manual TIG units focus on precision corners and interface details. After individual modules pass interim inspection, they converge in a central assembly area where technicians complete alignment and sealing operations. This parallel manufacturing strategy shortens overall lead time by 20–30% and ensures uniform quality across large assemblies. The approach enables consistent throughput while maintaining the dimensional accuracy and surface integrity demanded in automation and energy-sector OEM projects.
Application Scenarios: Automation Systems, Energy Cabinets, and Power Enclosures
Stainless steel sheet metal fabrication supports a broad range of automation and energy applications—from robotic equipment frames to high-protection power enclosures—where corrosion resistance, dimensional stability, and electrical safety are critical to long-term reliability.
Automation equipment frames, industrial robots, and control cabinets
In automation manufacturing, stainless steel provides structural precision and mechanical strength for robot bases, motion-axis guards, and control cabinets. CNC-cut frames maintain flatness under dynamic loading, while welded housings integrate cable routing and safety shields without adding excessive weight. Surface treatments such as brushed finishing or electropolishing reduce contamination risk in clean assembly lines, especially for packaging or food-handling automation. Control cabinets fabricated from SS304 ensure stable grounding and resist deformation from continuous heat cycles around drives and PLC modules. For compact robotic systems, modular stainless panels allow maintenance access without compromising rigidity or system alignment.
Energy and power systems — inverter housings, charging modules, battery-pack trays
Energy infrastructure projects rely on stainless steel to withstand outdoor exposure, fluctuating temperatures, and chemical residues. SS316 enclosures for photovoltaic inverters and energy-storage converters resist salt corrosion and maintain structural integrity near heat sinks and power electronics. Charging stations and UPS systems use stainless sheet housings with laser-cut ventilation slots that balance thermal performance and ingress protection. Battery-pack trays fabricated with TIG-welded seams and reinforced corners protect modules against vibration and impact in EV or stationary storage systems. In these applications, the combination of precise welding, passivated finishes, and modular design ensures both safety compliance and efficient field assembly.
Case references for HVAC, photovoltaic, and EV infrastructure projects
Recent fabrication programs highlight stainless steel’s versatility across sectors. For HVAC systems, outdoor condenser units employ SS304 panels with bead-blasted finishes to reduce glare and surface oxidation. In photovoltaic power stations, pre-assembled stainless combiner boxes simplify field wiring while maintaining IP65 sealing performance under desert or coastal climates. EV charging infrastructure projects increasingly specify SS316L pedestals and distribution cabinets due to vandal resistance and extended life expectancy. Across these case studies, consistent process control—laser cutting accuracy within ±0.1 mm and certified weld testing—demonstrates how stainless steel fabrication translates design intent into durable, field-ready components that perform reliably in automation and energy environments.
Pricing Factors and Cost Structure in Stainless Steel Fabrication
The cost of stainless steel sheet metal fabrication is driven by material grade, part complexity, and process automation level—where optimized design, precise nesting, and automated bending or welding systems significantly improve efficiency and cost stability.
Cost composition — material grade, thickness, tooling, and surface finishing complexity
Fabrication cost begins with material selection: SS304 typically provides a 10–15% cost advantage over SS316 due to lower alloy content, while thicker gauges increase both cutting time and forming force requirements. Tooling setup contributes proportionally to project scale—custom bending dies or welding fixtures are amortized across batch volumes. Surface finishing also carries measurable influence: brushed and bead-blasted finishes add roughly 5–10% to total process time, while passivation introduces chemical-handling costs and inspection cycles. When aggregated, these factors define the per-unit cost baseline for automation frames or energy enclosures. Controlled planning at the engineering stage, including sheet utilization and bend consolidation, directly reduces both material waste and handling time.
自动化激光和折弯系统的效率对定价的影响
自动化正在重塑不锈钢加工的经济格局。配备自动对焦头和实时功率调节功能的激光切割机可最大限度地缩短穿孔时间,并减少复杂几何形状的废料产生。同样,配备伺服驱动器和角度测量传感器的数控折弯机无需人工返工即可实现一致的精度,从而缩短每次折弯的周期时间。根据近期加工基准测试,与人工操作相比,自动化切割和成型可将总加工时间缩短 25% 至 35%。由此带来的产量提升抵消了更高的能源和设备成本,即使在不锈钢市场价格波动的情况下也能稳定零件价格。因此,这些自动化系统是确保 OEM 制造中交付可靠性和具有竞争力的生产经济性的关键杠杆。
通过嵌套、模块化设计和标准化组件进行优化
成本优化不仅限于机器效率,还延伸至设计策略。先进的排料算法通过对齐零件方向和共享边缘切割,最大限度地提高板材利用率,通常可实现 88% 以上的材料利用率。模块化设计允许在多个外壳型号中使用相同的子面板或支架,从而简化生产切换,进一步降低制造成本。标准化的硬件(例如铰链、锁定机构和紧固件)简化了采购并减少了装配差异。当工程团队在项目早期协调排料、模块化和组件标准化时,制造成本可以保持可预测性,同时自动化和能源设备产品线的产量和质量一致性也会得到提高。这种集成方法将设计精度与制造效率和财务稳定性直接联系起来。
合作模式和长期OEM合作
不锈钢板材加工领域持续的 OEM 合作依赖于结构化的合作模式(如 ODM 或长期合同制造),并辅以集成通信系统、跨部门项目管理以及超越初始生产阶段的生命周期服务。
面向工业客户的ODM和合同制造结构
在OEM和ODM合作中,制造合作伙伴扮演着客户工程团队的技术延伸角色。在ODM模式下,设计和制造均在供应商的研发和生产框架内完成,使工业客户能够利用现有的外壳平台,同时定制尺寸、接口或安装配置。在合同制造模式下,客户保留设计所有权,并将制造、焊接、涂装和组装等工序外包,但需遵守既定的保密和质量协议。这两种模式通常都涉及多年供货合同和框架订单,以确保零部件的稳定供应。这种稳定性有利于自动化和能源行业,因为在这些行业中,较长的产品生命周期和标准化外壳对于平台的连续性至关重要。
沟通和项目管理接口(工程→质量保证→物流)
工程、质量保证和物流团队之间的高效沟通确保了复杂OEM项目的顺利执行。统一的项目界面 连接了CAD数据交换、流程审批和文档审核。工程图纸和公差数据直接导入供应商的ERP和MES系统,最大限度地减少了录入错误。质量工程师通过双方均可访问的受控云存储库共享检验报告和偏差日志。物流团队根据标准化模板协调包装、标签和运输单据,以满足特定地区的要求,例如CE或UL认证。这种透明的协调模式缩短了审批周期,并提高了全球制造项目的可预测性。
售后支持、备件服务和生命周期管理
长期合作远不止于产品交付。制造商维护零件档案,包括CAD版本、工艺参数和检验历史记录,从而能够在初始生产数年后快速重新发放或生产备件。备用面板或结构子组件可利用存储的数字化模具数据按需生产,无需重新认证。生命周期管理程序跟踪组件的使用情况和环境暴露情况,从而为逆变器外壳或机器人机柜等关键装置提供预防性维护建议。结合定期的工艺审核,这些服务可确保不锈钢组件在其整个使用寿命期间始终符合不断发展的技术标准,从而增强OEM合作伙伴关系中的信任和持续性。
确保项目执行的质量和交付可靠性
不锈钢板材加工的可靠交付和稳定质量源于预防性风险管理、数字化过程监控以及将生产数据与工程反馈实时连接的持续KPI跟踪。
原材料采购和调度中的风险控制措施
稳定的制造始于可靠的材料供应。我们从资质合格的钢厂采购不锈钢卷材和板材,并签订长期协议,明确规定其机械性能和表面质量等级。每批材料到货后均需经过目测和光谱分析验证,以确认合金成分和平整度公差。我们维持一定的材料缓冲,至少覆盖一个生产周期,从而减少上游波动造成的延误。在进度安排方面,制造执行系统 (MES) 预先分配制造工期,将作业发布与材料可用性和激光切割机分配关联起来。这种双层控制——供应保障加上同步调度——降低了生产中断的可能性,并确保自动化和能源外壳项目的稳定生产。
通过自动化、预防性维护和数字化监控实现工艺稳定性
自动化不仅提高了生产效率,还最大限度地减少了工艺偏差。数控激光切割机和折弯机均按照存储在制造执行系统 (MES) 中的标准化参数库运行,确保各班次间性能的可重复性。预防性维护计划跟踪光学元件、模具和焊枪的磨损程度,而振动和温度传感器则在公差漂移发生之前向技术人员发出警报。每个制造单元的数据——切割速度、折弯角度偏差和焊接电流——都会被持续记录并通过数字仪表盘进行可视化显示。当出现异常情况时,无需停止整条生产线即可进行纠正调整。这一数字化生态系统能够维持工艺一致性,减少停机时间,并在整个 OEM 批量生产过程中将缺陷率控制在目标基准以下。
KPI跟踪——缺陷率、准时交付率和纠正措施循环
通过可衡量的指标来确保绩效的可见性。典型的关键绩效指标 (KPI) 包括缺陷率 (<0.5%)、准时交付率 (>98%)和一次合格率 (>95%) ——这些数值在质量管理系统中每周进行跟踪。偏差会触发结构化的纠正措施报告,将根本原因归咎于工装、操作人员或材料变量。经验教训会被记录下来,并整合到后续批次的流程控制计划中。进度仪表板将工程里程碑、制造阶段和物流调度进行协调,进一步强化了交付的合规性。通过将量化的 KPI 监督与严谨的反馈循环相结合,不锈钢加工厂确保每个自动化框架、电源外壳或机柜都能按时交付给原始设备制造商 (OEM) 客户,并且符合规格公差。
联系指南和免责声明
不锈钢板材加工结合了精密工程、稳定的工艺控制和成熟的质量体系,为寻求长期 OEM 可靠性的自动化和能源行业提供耐用、高合规性的组件。
不锈钢制造在自动化和能源领域的关键优势
在自动化、暖通空调和能源基础设施制造领域,不锈钢兼具机械强度、耐腐蚀性和尺寸稳定性。它与激光切割、数控成型和先进焊接技术的兼容性,使其能够生产适用于连续运行的刚性模块化结构。对于原始设备制造商 (OEM) 项目而言,这意味着更少的维护周期、更佳的密封性能以及批次间一致的接口公差。在 ISO 认证体系下进行制造,进一步确保了符合环境法规和可重复的精度,而拉丝或钝化等表面处理工艺则确保了不锈钢在多年的现场使用后仍能保持专业、统一的外观。
工程咨询/样品制作请求
对于正在评估外壳供应商或寻求技术验证的项目团队,SR MFG 提供自动化设备和能源系统的工程咨询和受控样品制造服务。我们的生产流程整合了面向制造的设计 (DFM) 审查、激光切割原型制作和批量验证,以确保产品在全面发布前达到尺寸匹配和功能可靠性标准。客户可以通过工程服务门户网站发起技术讨论,也可以提交 CAD 数据进行可制造性分析。这种早期协作确保每个外壳或结构组件都能精准地满足性能、认证和交付要求。
关于数据准确性、定制范围和项目保密性的免责声明
本文提供的所有技术数据、公差数据和性能参考仅供参考;实际数值可能因项目范围、图纸规格和加工参数而异。凡引用第三方基准数据,均会注明来源。涉及专有设计的定制加工均严格遵守保密协议和数据保护协议,确保客户文档和生产细节的完全保密。广州SR MFG承诺在合作的每个阶段都保持透明的沟通和严格的文档管理。