
Understanding Stainless Steel Sheet Metal Fabrication for Automation and Energy Equipment
Stainless steel sheet metal fabrication integrates precision cutting, controlled forming, and durable joining to produce enclosures and structural components that sustain mechanical and environmental stress in automation and energy equipment.
Key fabrication processes — laser cutting, CNC bending, TIG/MIG welding, and surface finishing
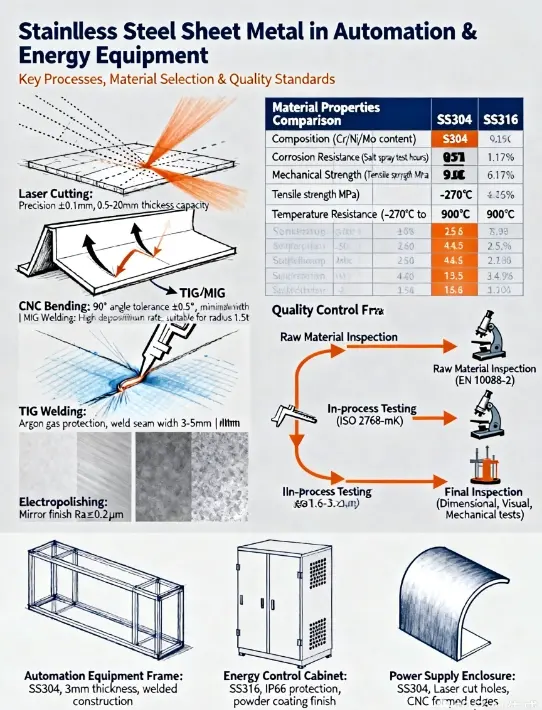
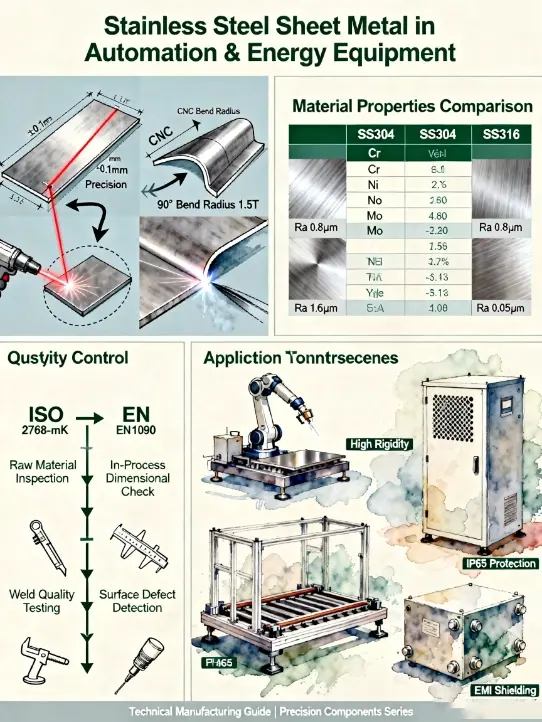
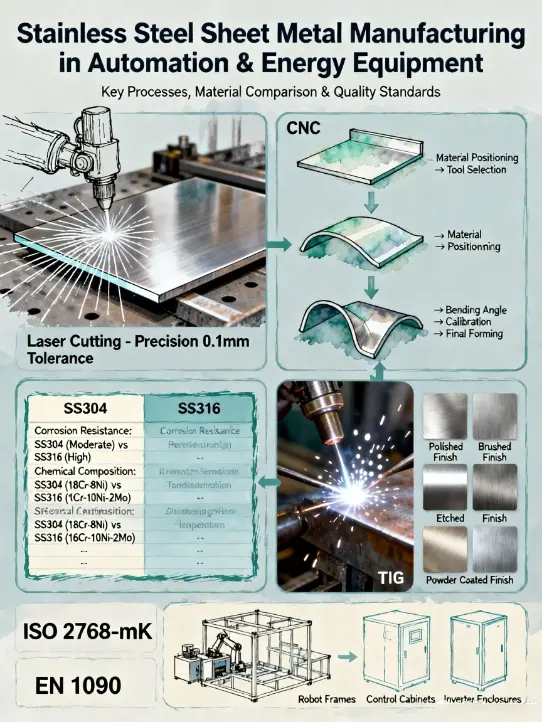
Laser cutting defines the accuracy baseline of stainless steel fabrication. Using fiber-laser systems with power levels between 3–6 kW ensures clean edges on 1–6 mm sheets with minimal heat distortion. CNC bending follows, where servo-controlled press brakes achieve ±0.2 mm repeatability, critical for enclosure assemblies that demand airtight sealing. TIG and MIG welding close the loop—TIG for precision seams in visible panels, MIG for structural joints with higher deposition rates. Each welded joint is later ground and passivated to restore corrosion resistance. Surface finishing steps, including brushing or bead blasting, not only unify appearance but also meet hygiene standards in HVAC, automation, and power-distribution applications.

Why stainless steel is preferred for automation systems and energy infrastructure
In automation and energy environments, durability and chemical stability outweigh lightweight concerns. Stainless steel resists corrosion in humid production halls, withstands cleaning cycles, and maintains dimensional integrity under heat loads. Grades such as SS304 and SS316 retain tensile strength above 520 MPa even after repeated thermal cycling, enabling long service life for inverter housings and robotic frames. In electrical cabinets, the material’s non-reactive surface prevents oxidation around terminal blocks, safeguarding current stability. Moreover, its high stiffness-to-weight ratio simplifies modular assembly, supporting vibration resistance in energy storage racks and field-mounted control boxes.
Fabrication standards and tolerances required for control panels, cabinets, and enclosures
Automation and energy sectors require fabrication under consistent dimensional accuracy. Typical tolerances are held within ±0.1 mm for laser-cut panels and ±0.3 mm for bent parts, ensuring seamless enclosure fitment. International standards such as ISO 2768-mK and EN 1090 guide the dimensional and weld-quality grades, while internal inspection protocols document every batch’s flatness, perpendicularity, and weld bead penetration. Surface roughness (Ra ≤ 0.8 µm) is maintained where gasket sealing or heat dissipation is critical. For IP-rated control panels, door alignment and compression-latch geometry are verified through functional gauges before assembly release. Each specification ensures that automation cabinets and energy enclosures maintain structural reliability even under continuous thermal cycling and outdoor exposure.
Process Capability and Production Workflow: From Engineering to Delivery
Precision and consistency in stainless steel sheet metal fabrication rely on an integrated engineering workflow—combining DFM validation, controlled prototyping, standardized batch execution, and multi-stage quality inspection from raw sheet to assembled unit.
Design-for-manufacturing (DFM) and engineering validation for complex assemblies
At the engineering stage, DFM analysis ensures every component can be fabricated, welded, and assembled with predictable accuracy. Our engineers convert 3D models into flat patterns using CNC-compatible nesting software, verifying bend reliefs, K-factors, and joint clearances before toolpath generation. For large automation frames or multi-panel enclosures, virtual fit-up simulations check alignment tolerances across hinge lines and mounting flanges. Engineering validation continues with pre-production samples subjected to dimensional audits and vibration or load testing when required. These steps minimize downstream deviation, reduce rework, and secure the interchangeability critical in OEM energy-equipment assemblies.
Workflow structure — prototyping, batch production, inspection, and assembly integration
Once designs are validated, fabrication proceeds through a closed production workflow. Prototyping runs confirm manufacturability, followed by documented approval gates before batch release. CNC punching and laser cutting operations are digitally logged, enabling traceability of parameters such as feed rate and focal offset. Forming and welding stations operate under standardized job travelers, where each stage is timestamped within the MES (Manufacturing Execution System). After intermediate inspections, assemblies progress to mechanical integration, where fasteners, sealing strips, and electrical accessories are installed under controlled torque or pressure. This linear yet traceable structure ensures that automation housings and energy-system enclosures leave the line fully compliant with engineering intent and serial production standards.
In-process quality control methods (CMM inspection, weld integrity testing, surface finish checks)
Quality control is embedded within the production cycle rather than treated as a final step. Coordinate-measuring machines (CMM) verify key dimensions on representative samples to within ±0.02 mm, ensuring consistency between batches. Weld integrity is monitored through dye-penetrant inspection for visible seams and ultrasonic testing for structural joints subject to dynamic stress. Surface quality audits employ gloss-meters and Ra testers to maintain uniform appearance across brushed or bead-blasted finishes. Each inspection result is linked to its digital traveler ID for full traceability. This combination of metrology, process monitoring, and documented verification enables stable performance across large-volume fabrication for automation and energy-sector clients.
Material Selection and Surface Finishing Options for Industrial Durability
Selecting the right stainless steel grade and surface finish directly determines an enclosure’s durability, corrosion resistance, and long-term stability in automation and energy environments. SS304 and SS316 remain the primary materials for high-precision housings, complemented by brushed, bead-blasted, or passivated finishes tailored to each operating condition.
Comparison of SS304 vs SS316 for corrosion resistance, formability, and weldability
SS304 is widely adopted for indoor automation systems due to its excellent formability and weldability. It contains 18% chromium and 8% nickel, offering balanced strength and cost efficiency. However, when exposed to chlorides, humidity, or acidic residues—conditions common in outdoor power cabinets or inverter housings—SS316 becomes essential. With 2–3% molybdenum, SS316 exhibits superior pitting and crevice corrosion resistance, particularly in coastal or chemical-exposed environments. Both grades maintain stable mechanical properties under repeated bending and TIG/MIG welding cycles, but SS316 tolerates heat tint removal and post-weld passivation more effectively, ensuring surface integrity during long-term service.
Recommended finishes — brushed, bead-blast, passivation, and their performance impacts
Surface finishing defines not only appearance but also cleanliness and wear performance. A brushed finish (typically #4 or #6) offers consistent grain texture that masks minor handling marks, making it suitable for visible panels on control cabinets. Bead blasting refines the surface to a matte, non-reflective look while reducing fingerprint retention—an advantage in equipment operating near sensors or lighting systems. Passivation, conducted through controlled acid treatment, removes free iron from weld areas and restores the chromium oxide layer essential for corrosion protection. In high-humidity or energy storage applications, combining bead blasting with post-passivation can extend service intervals by 30–40%, according to field maintenance data.
Environmental durability considerations (humidity, chemicals, outdoor exposure)
Automation and energy systems often operate under fluctuating temperature and humidity, exposing enclosures to condensation and airborne contaminants. Stainless steel’s resistance to oxidation ensures stable grounding performance and prevents contact corrosion near electrical terminals. For outdoor energy modules and HVAC units, SS316 with sealed joints and gasket interfaces withstands prolonged UV exposure and acid rain without coating degradation. In chemical or coastal installations, additional electropolishing further smooths micro-roughness, reducing salt accumulation. Integrating suitable grade and finish from the engineering phase secures both structural integrity and long-term aesthetic retention, minimizing field maintenance while ensuring consistent performance in harsh industrial environments.
Quality Control Framework and Certification Systems
Consistency and compliance in stainless steel sheet metal fabrication are maintained through certified management systems, full material traceability, and rigorous multi-stage inspections, ensuring every OEM component meets dimensional and regulatory standards before shipment.
Implementation of ISO 9001 / ISO 14001 quality management systems
The foundation of repeatable quality lies in process standardization. Facilities operating under ISO 9001 maintain documented procedures for each stage—from material receipt to shipment—covering calibration, nonconformance handling, and preventive maintenance. Complementing this, ISO 14001 governs environmental controls such as waste segregation, chemical handling, and energy consumption monitoring. Together, these frameworks establish measurable benchmarks for fabrication accuracy, surface cleanliness, and resource efficiency. Internal audits are performed quarterly, and process deviations trigger root-cause analysis before corrective actions are logged into the QMS database. This disciplined control loop ensures stable output even during high-volume OEM production cycles.
Traceability and material certification documentation (mill test reports, process logs)
Traceability underpins accountability throughout the fabrication chain. Each stainless-steel batch is assigned a unique heat number linked to its mill test report (MTR) containing chemical composition and mechanical properties. Upon laser cutting, parts receive digital identification within the MES, enabling tracking of bend, weld, and inspection data. Process logs capture operator ID, machine parameters, and inspection timestamps. When requested by OEM clients, this documentation forms part of the production dossier, providing verifiable evidence that every component was manufactured from certified raw material under controlled parameters. This end-to-end recordkeeping strengthens compliance with industry codes such as EN 1090 and IEC 62208 for industrial enclosures.
Final inspection, FAT (Factory Acceptance Test), and documentation for OEM shipment
Before delivery, each assembly undergoes a structured Factory Acceptance Test (FAT) replicating real operating conditions. Dimensional checks confirm alignment of panels and sealing interfaces, while electrical enclosures are verified for grounding continuity and IP protection level. Weld seams and finishes are visually graded against internal standards derived from ISO 5817. All results are consolidated into a final inspection report, signed by QA and project engineering teams. Packaging follows predefined handling instructions to prevent deformation or surface contamination. The completed quality dossier—containing inspection certificates, MTRs, and FAT reports—accompanies every OEM shipment, ensuring transparent compliance and full traceability from design approval to on-site installation.
Capacity, Lead Time, and Batch Manufacturing Models
OEM clients can expect stable delivery and flexible batch capacity through scalable production cells, integrated scheduling, and parallel fabrication lines that sustain both prototype and mass-production volumes within a 1–3-month delivery cycle.
Batch volume flexibility — low-volume prototyping to mass production lines
Production flexibility begins with modular fabrication cells capable of switching between prototype and batch workflows without machine downtime. For low-volume or engineering validation builds, dedicated rapid-fabrication units handle short runs under accelerated process approval, enabling sample release within one to two weeks. When designs mature into serial production, capacity expands through synchronized CNC and welding lines equipped with automated tool changers and robotic handling systems. This modular structure allows the same facility to manage diverse orders—from five-piece automation frames to several hundred energy-storage cabinets—without compromising process stability or repeatability.
Typical delivery cycles (1–3 months) and production scheduling methods
Standard delivery windows for stainless steel enclosures typically range from four to twelve weeks, depending on complexity and finishing requirements. Schedules are generated by an integrated Manufacturing Execution System (MES) that links engineering data with shop-floor capacity. The system calculates machine loading, material availability, and welding-bay occupancy to generate real-time production forecasts. Weekly progress audits align procurement, fabrication, and logistics teams to minimize bottlenecks. For repeat OEM programs, standing work orders and rolling forecasts maintain component flow, ensuring each batch enters fabrication on schedule. Through this digital scheduling method, delivery commitments remain predictable even under fluctuating order volumes.
Parallel manufacturing strategies for large enclosures and structural assemblies
For oversized automation cabinets or structural energy housings, production efficiency depends on synchronized parallel processing. Multiple workstations—cutting, forming, welding, and finishing—operate concurrently on split sub-assemblies tracked under a single project code. Robotic welding cells handle symmetrical frames, while manual TIG units focus on precision corners and interface details. After individual modules pass interim inspection, they converge in a central assembly area where technicians complete alignment and sealing operations. This parallel manufacturing strategy shortens overall lead time by 20–30% and ensures uniform quality across large assemblies. The approach enables consistent throughput while maintaining the dimensional accuracy and surface integrity demanded in automation and energy-sector OEM projects.
Application Scenarios: Automation Systems, Energy Cabinets, and Power Enclosures
Stainless steel sheet metal fabrication supports a broad range of automation and energy applications—from robotic equipment frames to high-protection power enclosures—where corrosion resistance, dimensional stability, and electrical safety are critical to long-term reliability.
Automation equipment frames, industrial robots, and control cabinets
In automation manufacturing, stainless steel provides structural precision and mechanical strength for robot bases, motion-axis guards, and control cabinets. CNC-cut frames maintain flatness under dynamic loading, while welded housings integrate cable routing and safety shields without adding excessive weight. Surface treatments such as brushed finishing or electropolishing reduce contamination risk in clean assembly lines, especially for packaging or food-handling automation. Control cabinets fabricated from SS304 ensure stable grounding and resist deformation from continuous heat cycles around drives and PLC modules. For compact robotic systems, modular stainless panels allow maintenance access without compromising rigidity or system alignment.
Energy and power systems — inverter housings, charging modules, battery-pack trays
Energy infrastructure projects rely on stainless steel to withstand outdoor exposure, fluctuating temperatures, and chemical residues. SS316 enclosures for photovoltaic inverters and energy-storage converters resist salt corrosion and maintain structural integrity near heat sinks and power electronics. Charging stations and UPS systems use stainless sheet housings with laser-cut ventilation slots that balance thermal performance and ingress protection. Battery-pack trays fabricated with TIG-welded seams and reinforced corners protect modules against vibration and impact in EV or stationary storage systems. In these applications, the combination of precise welding, passivated finishes, and modular design ensures both safety compliance and efficient field assembly.
Case references for HVAC, photovoltaic, and EV infrastructure projects
Recent fabrication programs highlight stainless steel’s versatility across sectors. For HVAC systems, outdoor condenser units employ SS304 panels with bead-blasted finishes to reduce glare and surface oxidation. In photovoltaic power stations, pre-assembled stainless combiner boxes simplify field wiring while maintaining IP65 sealing performance under desert or coastal climates. EV charging infrastructure projects increasingly specify SS316L pedestals and distribution cabinets due to vandal resistance and extended life expectancy. Across these case studies, consistent process control—laser cutting accuracy within ±0.1 mm and certified weld testing—demonstrates how stainless steel fabrication translates design intent into durable, field-ready components that perform reliably in automation and energy environments.
Pricing Factors and Cost Structure in Stainless Steel Fabrication
The cost of stainless steel sheet metal fabrication is driven by material grade, part complexity, and process automation level—where optimized design, precise nesting, and automated bending or welding systems significantly improve efficiency and cost stability.
Cost composition — material grade, thickness, tooling, and surface finishing complexity
Fabrication cost begins with material selection: SS304 typically provides a 10–15% cost advantage over SS316 due to lower alloy content, while thicker gauges increase both cutting time and forming force requirements. Tooling setup contributes proportionally to project scale—custom bending dies or welding fixtures are amortized across batch volumes. Surface finishing also carries measurable influence: brushed and bead-blasted finishes add roughly 5–10% to total process time, while passivation introduces chemical-handling costs and inspection cycles. When aggregated, these factors define the per-unit cost baseline for automation frames or energy enclosures. Controlled planning at the engineering stage, including sheet utilization and bend consolidation, directly reduces both material waste and handling time.
Efficiency impact of automated laser and bending systems on pricing
Automation reshapes the economics of stainless steel fabrication. Fiber-laser cutters with auto-focus heads and real-time power modulation minimize piercing time and reduce scrap generation on complex geometries. Likewise, CNC press brakes equipped with servo drives and angle-measurement sensors achieve consistent accuracy without manual rework, shortening cycle time per bend. According to recent fabrication benchmarks , automated cutting and forming can reduce total processing time by 25–35% compared with manual operations. The resulting throughput gain offsets higher energy and equipment costs, stabilizing per-part pricing even under fluctuating stainless-steel market prices. These automated systems thus serve as key levers for maintaining delivery reliability and competitive production economics in OEM manufacturing.
Optimization through nesting, modular design, and standardized components
Cost optimization extends beyond machine efficiency into design strategy. Advanced nesting algorithms maximize sheet yield by aligning part orientation and shared-edge cutting, often achieving material utilization above 88%. Modular design further reduces fabrication cost by allowing identical sub-panels or brackets across multiple enclosure models, streamlining production changeovers. Standardized hardware—such as hinges, locking mechanisms, and fasteners—simplifies procurement and reduces assembly variance. When engineering teams coordinate nesting, modularization, and component standardization early in the project, fabrication costs remain predictable, while throughput and quality consistency improve across automation and energy-equipment product lines. This integrated approach links design precision directly to manufacturing efficiency and financial stability.
Partnering Models and Long-Term OEM Collaboration
Sustained OEM collaboration in stainless steel sheet metal fabrication relies on structured cooperation models—such as ODM or long-term contract manufacturing—supported by integrated communication systems, cross-department project management, and lifecycle service beyond initial production.
ODM and contract manufacturing structures for industrial clients
In OEM and ODM cooperation, manufacturing partners function as technical extensions of the client’s engineering team. Under the ODM model, design and fabrication occur within the supplier’s R&D and production framework, allowing industrial clients to leverage existing enclosure platforms while customizing dimensions, ports, or mounting configurations. In contract manufacturing, clients retain design ownership while outsourcing fabrication, welding, coating, and assembly under defined confidentiality and quality agreements. Both models typically involve multi-year supply contracts and framework orders to maintain consistent part availability. This stability benefits automation and energy sectors where long product lifecycles and standardized housings are essential to platform continuity.
Communication and project management interfaces (engineering → QA → logistics)
Efficient communication between engineering, QA, and logistics teams ensures smooth execution across complex OEM projects. A unified project interface connects CAD data exchange, process approval, and documentation review. Engineering drawings and tolerance data flow directly into the supplier’s ERP and MES systems, minimizing transcription errors. Quality engineers share inspection reports and deviation logs through controlled cloud repositories accessible to both sides. Logistics teams coordinate packaging, labeling, and shipping documentation under standardized templates to meet region-specific requirements such as CE or UL certification. This transparent coordination model shortens approval cycles and enhances predictability across global manufacturing programs.
After-production support, spare-part service, and lifecycle management
Long-term collaboration extends beyond delivery. Fabricators maintain part archives including CAD revisions, process parameters, and inspection histories, enabling fast reissue or spare-part runs years after initial production. Spare panels or structural subassemblies can be produced on demand using stored digital tooling data without requalification delays. Lifecycle management programs track component usage and environmental exposure, allowing preventive maintenance recommendations for critical installations such as inverter housings or robotic cabinets. When combined with periodic process audits, these services ensure that stainless steel assemblies remain compliant with evolving technical standards throughout their operational life, reinforcing trust and continuity in OEM partnerships.
Ensuring Quality and Delivery Reliability in Project Execution
Reliable delivery and stable quality in stainless steel sheet metal fabrication result from preventive risk management, digitalized process monitoring, and continuous KPI tracking that connects production data with engineering feedback in real time.
Risk-control practices in raw material sourcing and scheduling
Stable fabrication begins with secure material supply. Stainless steel coils and plates are procured from qualified mills under long-term agreements that specify mechanical properties and surface quality grades. Each batch undergoes visual and spectrometric verification upon arrival to confirm alloy composition and flatness tolerance. Material buffers are maintained to cover at least one production cycle, mitigating delays from upstream fluctuations. On the scheduling side, fabrication slots are pre-assigned within the MES, linking job release to material availability and laser-machine allocation. This dual-layer control—supply assurance plus synchronized scheduling—reduces the probability of production gaps and ensures consistent throughput for automation and energy enclosure projects.
Process stability through automation, preventive maintenance, and digital monitoring
Automation not only enhances productivity but also minimizes process variation. CNC laser cutters and bending machines operate under standardized parameter libraries stored in the MES, ensuring repeatable performance across shifts. Preventive maintenance schedules track wear levels of optics, dies, and torches, while vibration and temperature sensors alert technicians before tolerance drift occurs. Data from each fabrication cell—cutting speed, bending angle deviation, and welding current—is continuously logged and visualized through a digital dashboard. When anomalies arise, corrective adjustments are implemented without halting the entire line. This digital ecosystem sustains process consistency, reduces downtime, and keeps defect rates below targeted benchmarks throughout serial OEM production.
KPI tracking — defect rate, on-time delivery ratio, and corrective-action loops
Performance visibility is maintained through measurable indicators. Typical KPIs include defect rate (<0.5%), on-time delivery (>98%), and first-pass yield (>95%)—values tracked weekly within the quality management system . Deviations trigger structured corrective-action reports, assigning root causes to tooling, operator, or material variables. Lessons learned are documented and integrated into the process-control plan for subsequent batches. Delivery adherence is further reinforced by progress dashboards that align engineering milestones, fabrication stages, and logistics dispatches. By combining quantitative KPI oversight with disciplined feedback loops, stainless steel fabrication plants ensure that every automation frame, power enclosure, or cabinet reaches OEM clients on schedule and within specification tolerance.
Contact Guidance, and Disclaimer
Stainless steel sheet metal fabrication combines precision engineering, stable process control, and proven quality systems to deliver durable, high-compliance components for automation and energy industries seeking long-term OEM reliability.
Key advantages of stainless steel fabrication for automation and energy sectors
Across automation, HVAC, and energy-infrastructure manufacturing, stainless steel offers a balanced combination of mechanical strength, corrosion resistance, and dimensional stability. Its compatibility with laser cutting, CNC forming, and advanced welding techniques allows production of rigid, modular structures suited for continuous operation. For OEM programs, this translates into reduced maintenance cycles, improved enclosure sealing, and consistent interface tolerances across batches. Fabrication under ISO-certified systems further ensures environmental compliance and repeatable accuracy, while surface finishes such as brushed or passivated stainless maintain a professional, uniform appearance over years of field exposure.
engineering consultation / sample fabrication request
For project teams evaluating enclosure suppliers or seeking technical validation, SR MFG provides engineering consultation and controlled sample fabrication for automation equipment and energy systems. Our production framework integrates DFM review, laser-cutting prototyping, and batch verification to confirm fit and functional reliability before full release. Clients can initiate technical discussions through the engineering service portal or by submitting CAD data for manufacturability analysis. This early collaboration ensures that each enclosure or structural component aligns precisely with performance, certification, and delivery requirements.
Disclaimer on data accuracy, customization scope, and project confidentiality
All technical data, tolerance figures, and performance references herein are provided for general guidance; actual values may vary according to project scope, drawing specifications, and processing parameters. Where third-party benchmarks are cited, sources are identified or labeled as . Customized fabrication involving proprietary designs is handled under strict NDA and data-protection protocols, ensuring full confidentiality of client documentation and production details. Guangzhou SR MFG commits to maintaining transparent communication and controlled document management throughout every collaboration stage.

Leave A Comment