Home ->
Metal Bending Services for Precision Sheet Metal & Fabricated Parts
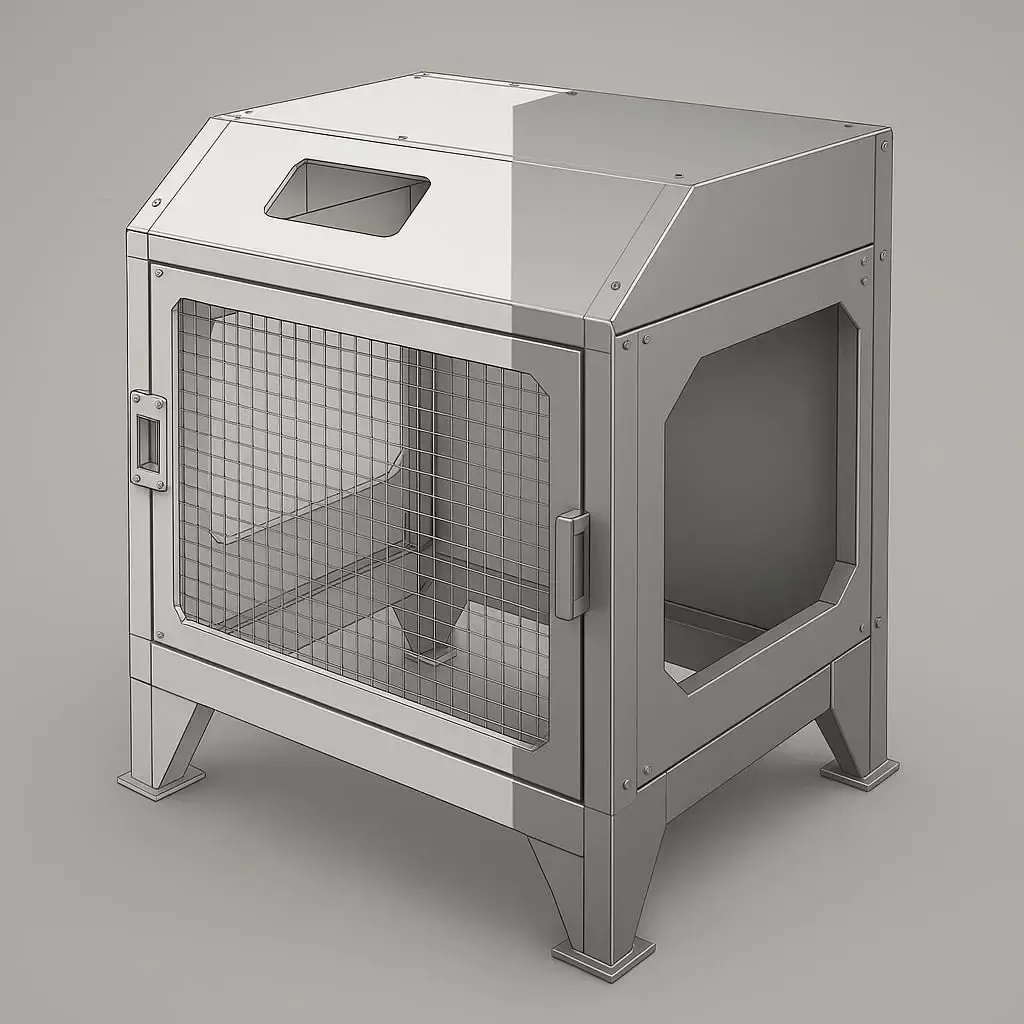
SR MFG provides OEM sheet metal bending services, delivering custom-formed parts with precise, repeatable bend angles for both prototypes and mass production. Backed by high-volume bending lines and controlled tolerances, we supply metal components for data center cabinets, energy storage systems, HVAC equipment, EV battery structures, and other industrial assemblies with stable, consistent quality. You can get a free sheet metal quote with DFM review within 1 working day, and prototype lead times as fast as 3–5 days.

SR MFG’s Precision Laser Cutting Capabilities
SR MFG’s metal bending services and sheet metal bending / forming capabilities are built around CNC press brakes, automated material handling and integrated in-line inspection, ensuring consistent critical dimensions even in high-volume production.
This allows purchasing and engineering teams not only to verify that initial prototype samples pass inspection, but also to quickly evaluate whether flat and curved sheet metal enclosures, metal bracket bending parts, metal frame bending components and metal chassis bending parts meet mass production requirements for length, thickness, material and bending tolerances.
metal bending services
sheet metal bending / forming
Machines and Production Capacity
Our factory is equipped with multiple metal bending machines and sheet metal bending equipment, including two automatic bending centers and several CNC press brakes for CNC press brake bending. These machines handle metal bending for carbon steel, stainless steel and aluminum, and offer capabilities such as offline programming, angle measurement and bending compensation.
Based on press tonnage, effective bending length and tooling configuration, we plan bending production capacity to improve per-shift throughput while maintaining bending accuracy and tolerance control in mass production.

Key Highlights:
- 2× fully automatic bending centers for high-repeatability mass production
- 22× CNC press brakes covering small to large tonnage bending
- Supports carbon steel, stainless steel, aluminum
- Offline programming, angle measurement & bending compensation
- Planned production by tonnage & effective bending length
Currently, SR MFG’s metal bending lines provide a daily bending capacity of approximately 10,860 parts under standard production planning. The setup includes 2 automatic bending centers (3,072 pcs/day), 5 servo-driven press brakes (4,800 pcs/day), 4 large hydraulic press brakes (1,536 pcs/day) and 11 medium–small press brakes (1,452 pcs/day), enabling us to support everything from small pilot runs to stable mass production for OEM projects.
| Equipment type | Qty (units) | Daily capacity / unit (pcs) | Total daily output (pcs) |
|---|---|---|---|
| Automatic bending centers | 2 | 1,536 | 3,072 |
| Servo CNC press brakes | 5 | 960 | 4,800 |
| Large hydraulic press brakes | 4 | 384 | 1,536 |
| Medium & small press brakes | 11 | 132 | 1,452 |
| Total metal bending capacity | 22 | – | 10,860 pcs/day |
SR MFG Laser Cutting Machine Types
In many sheet metal projects, metal bending is the key process that turns a laser-cut flat blank into a functional bracket, cover or tray-like structural part. If bending is not performed consistently, problems such as gaps, distortion and misaligned holes will quickly appear during assembly.
At SR MFG, metal bending is not a secondary operation. It is a tightly controlled quality-critical step within our integrated sheet metal production line.

V-bending
V-bending uses a V-shaped punch and die to form straight bends and is the most widely used method in sheet metal fabrication. It covers 90° bends as well as typical acute and obtuse angles, so most straight-edge bends on enclosures, trays, and brackets fall into this category—making V-bending a core process capability in any sheet metal shop.

Z-bending
Z-bending is formed by two opposite-direction V-bends with a step in between, creating a Z-shaped cross-section. It is widely used for stiffeners and mounting flanges in electrical enclosures and similar sheet-metal assemblies. Because Z-bends define critical offsets and clearances, the bending sequence and positioning accuracy have a direct impact on final dimensions and assembly quality.
Roll bending (curving)
Roll bending uses a set of rotating rolls to gradually form the sheet over multiple passes, producing large-radius curves, rings, or cylinders. It is ideal for continuous curved shapes such as pipe covers, curved roofing panels, guard rails, and shells, where smooth forming and evenly distributed deformation help achieve consistent radii and better fit-up in assembly.
Air bending
In air bending, the punch does not drive the sheet all the way to the bottom of the die. The target angle is achieved by precisely controlling the punch stroke, so the sheet does not fully contact the bottom of the V-die. This provides high tool versatility and flexible angle adjustment, with lower risk of heavy surface marks—making air bending especially suitable for visible parts and multi-angle, small-batch orders.
Bottoming
In bottoming, the punch drives the sheet firmly into the die so that the inside angle closely matches the die angle. This provides better angle repeatability and smaller angle deviation, but requires higher press tonnage and precise die matching. It is best suited for features with higher accuracy requirements and repeated production runs.
Incremental / multi-stage bending
Incremental bending approaches the final shape through multiple operations, using several small-angle bends to approximate complex curves or multi-angle geometries. Similar to segmental origami, it can form multiple flanges, complex cross-sections, and three-dimensional shapes, and is used when parts cannot be formed in a single bending operation.
Simple Guidelines for Choosing a Bending Method
Selecting the right bending method helps balance cost, efficiency, and quality. In general:
- For thin sheets (around 3 mm and below), air bending is usually preferred for its flexibility and high efficiency.
- For thicker materials or areas requiring very consistent angles, bottoming is often used to improve repeatability.
- Parts that require continuous curved shapes are good candidates for roll bending, while parts with many bends or complex 3D geometry tend to use incremental or multi-stage bending schemes.
-
For parts with high surface appearance requirements, dies with nylon protection or full nylon tooling can be used; for standard structural parts, steel dies are more economical and durable.
Bending Tolerance Capability
Under typical sheet metal conditions, SR MFG generally holds key linear dimensions within ±0.10–0.15 mm and bend angles within ±0.3–0.5° for thin sheets. For thicker and longer parts (up to about 10 mm thick and 4,000 mm long), typical dimensional tolerance is around ±0.20 mm and angle tolerance around ±1°, with exact values confirmed case by case during DFM and FAI.
Industries & Typical Applications
SR MFG’s metal bending services are designed around specific industries and end-use applications, rather than generic part fabrication.We have built stable mass-production and long-term OEM experience across multiple sectors, supporting customers from sample validation and pilot runs through to full product lifecycle supply.


Our Workflow:From Drawing to Finished Bent Parts
- 1
Provide Drawings or Samples:Please send your 2D/3D files (STEP, DXF, DWG, PDF, etc.) together with basic requirements such as quantity, material, surface finish, and target delivery date.
- 2
Engineering Review & DFM Recommendations:Our engineers check bend radii, hole-to-bend distances, forming feasibility of the part geometry, material selection, and potential risks.If we see risks such as cracking, distortion, or unstable tolerances, we will propose improvements before production starts.
- 3
Quotation & Lead Time Confirmation:We provide a detailed quotation including unit price, tooling cost (if any), estimated production lead time, and the recommended shipping method.
- 4
Prototyping & Validation:For new projects, we typically produce samples or prototype parts first to verify dimensions, function, and assembly before moving into mass production.
- 5
Mass Production & Quality Management:During production, we monitor bend angles, key dimensions, compensation settings, and surface quality according to the agreed inspection standards.
- 6
Finishing, Packaging & Shipment:Optional finishing services include deburring, powder coating, painting, electroplating, and sub-assembly.Finished parts are securely packed and shipped according to customer requirements.
How Metal Bending Affects Your Design
Metal bending directly affects structural strength, assembly accuracy and manufacturability. Rather than “just bending to the print”, SR MFG helps optimize bend radii, flange lengths and bend sequences so parts form reliably and assemble consistently.Practical design tips for bent parts

1.Use appropriate bend radii for each material and thickness to reduce springback and avoid edge cracking.
2.Keep holes and notches away from bend lines, and ensure bend flanges are long enough to be firmly clamped by tooling.
3.For large flat panels, add hems, flanges or ribs to reduce oil-canning and improve flatness after assembly.
4.For parts with many bends, align bend directions and consider bend sequence early to control cumulative tolerances and avoid tooling interference.

DFM
Metal Bending Design Guide
The goal of this bending design guide is to ensure that sheet metal parts are not only “cuttable”, but also can be bent, welded, and assembled in a stable and repeatable way before they enter production. A small adjustment in bend radius, flange length, or hole position at the design stage often prevents cracking, distortion, or tolerance stack-up across multiple downstream processes.
The guidelines summarized here are based on real mass-production cases across cabinets, electrical enclosures, battery structures, trays, brackets, and frame-type parts. They can be directly applied to optimize bend radii, flange geometry, hole-to-bend distances, stiffening features, and bend sequences—helping designs move smoothly from prototype to stable OEM production.
Pricing for Metal Bending: What Determines the Cost?
In metal bending projects, the price is not only determined by the cost of each bend, but also by several practical factors such as material, sheet thickness, part size, bending complexity and production volume.
Our pricing model reflects real manufacturing drivers, not just a “per-bend” number—so cost and quality stay predictable for OEM customers.
Material & Thickness
Harder or thicker materials—such as stainless steel, high-strength steel, and 6061-T6—require higher-tonnage presses, special tooling, and longer bending time than standard mild steel.
Part Geometry & Bending Complexity
Costs rise when parts have many bends, multiple bend directions, very small bend radii, short flanges, or holes/notches close to the bend line, because set-up, trial bends, and scrap risk all increase.
Tolerance & Appearance Requirements
Tight dimensional/angle tolerances, flatness requirements, and “no-scratch / visible surface” specifications demand stricter process control and extra handling, which adds cost.
Batch Size & Repeat Orders
From 5 pieces to 5,000 pieces, programming, set-up, and first-article inspection are almost the same. As a result, stable repeat orders usually have a lower unit cost than one-time prototypes or very small batches.