Home ->
Precision Laser Cutting Services for OEM Manufacturing
Looking for higher precision and lower-cost laser cutting solutions? Leveraging a megawatt-level laser equipment cluster and the high-precision TRUMPF 5030 cutting system, SR MFG delivers ±0.03 mm precision machining and provides customized metal laser cutting services that can improve material utilization by up to 18%.

SR MFG’s Precision Laser Cutting Capabilities
In an OEM sheet-metal environment, the true value of laser cutting has never been simply “what materials can be cut.”
Its real value lies in consistent, scalable, long-term production that reliably supports the entire supply chain.
So SR MFG is more focused on
industrial-grade consistency
automation, and repeatable processes.
Our Equipment
We operate 3kW–5kW automated fiber and CO₂ laser cutting technology, capable of delivering stable cutting speeds, fast piercing, and clean edge quality across a wide range of metals.
With automated loading and unloading, our lines support 24/7 continuous production, significantly reducing labor dependency and increasing overall throughput and schedule reliability.

With these three machines, SR MFG can support the full spectrum of laser-cutting needs—from ultrathin sheets to heavy plates, from high-reflective metals to hybrid-material components.
Whether you require rapid prototypes or stable, large-volume supply, we deliver consistent, high-precision, manufacturing-grade laser cutting you can rely on.
Production Capacity Benchmark (Internal Measurements)
Material: 6 mm carbon steel · Production: continuous 24-hour, 3-shift operation
| Equipment Model | Cutting Speed | Utilization Rate | Daily Output (Theoretical Cutting Length) | Typical Part Qty (per day, based on 1m×1m sheet parts) |
|---|---|---|---|---|
| TruLaser 5030 | 30 m/min | 85% | 36,720 m | ~3,600 parts |
| TruLaser 4030 | 15 m/min | 85% | 18,360 m | ~1,800 parts |
| HF3015B | 25 m/min | 85% | 30,600 m | ~3,000 parts |
Total daily capacity: over 9,000 thin-sheet parts/day, enabling stable, high-frequency, large-volume manufacturing and delivery.
Note: Actual production will be affected by the following factors:
Part complexity (small holes or sharp-angle designs in metal parts may reduce production speed by 30%–50%);
Material changeover frequency (automatic loading and unloading can reduce auxiliary time by 20%);
Machine warm-up and maintenance, such as nitrogen refilling (reserve 10% of the time).
These are real production-line variables in factories, and SR MFG has minimized fluctuations as much as possible through standardized process management.
SR MFG Laser Cutting Machine Types

Fiber Laser Cutting Machines
Fiber laser cutters at RapidDirect and SR MFG deliver efficient, high-speed cutting for both high-volume and custom metal parts, including reflective materials. With 3–5 kW power and automated loading/unloading and racking, our lines maintain stable speed, repeatable accuracy, and consistent beam quality—even in lights-out or low-personnel operation, where true productivity comes from stability, not power alone.

CO₂ Laser Cutting Machines
Although most of the sheet-metal industry has moved to fiber laser cutting, CO₂ systems still play a key role in specific cases—such as parts with large thickness variation, non-metallic sandwich structures, or mixed-material prototypes. Our CO₂ laser cutters handle metals, plastics, and woods on the same platform, delivering smooth edge transitions and fine detailing without forcing you to redesign around special material characteristics.
Accuracy, Tolerances, and Repeatability
During discussions with customers, we’ve found that what most customers care about is not the nominal accuracy of the equipment, but rather the ability to produce stable, consistent quality in mass production.
Production Scalability (Prototype → Mass Production)
From our experience, customers care most about “prototype speed + mass-production stability.” These two factors best represent a factory’s capability as a laser-cutting OEM.

Prototype: Rapid Sample Lead Time
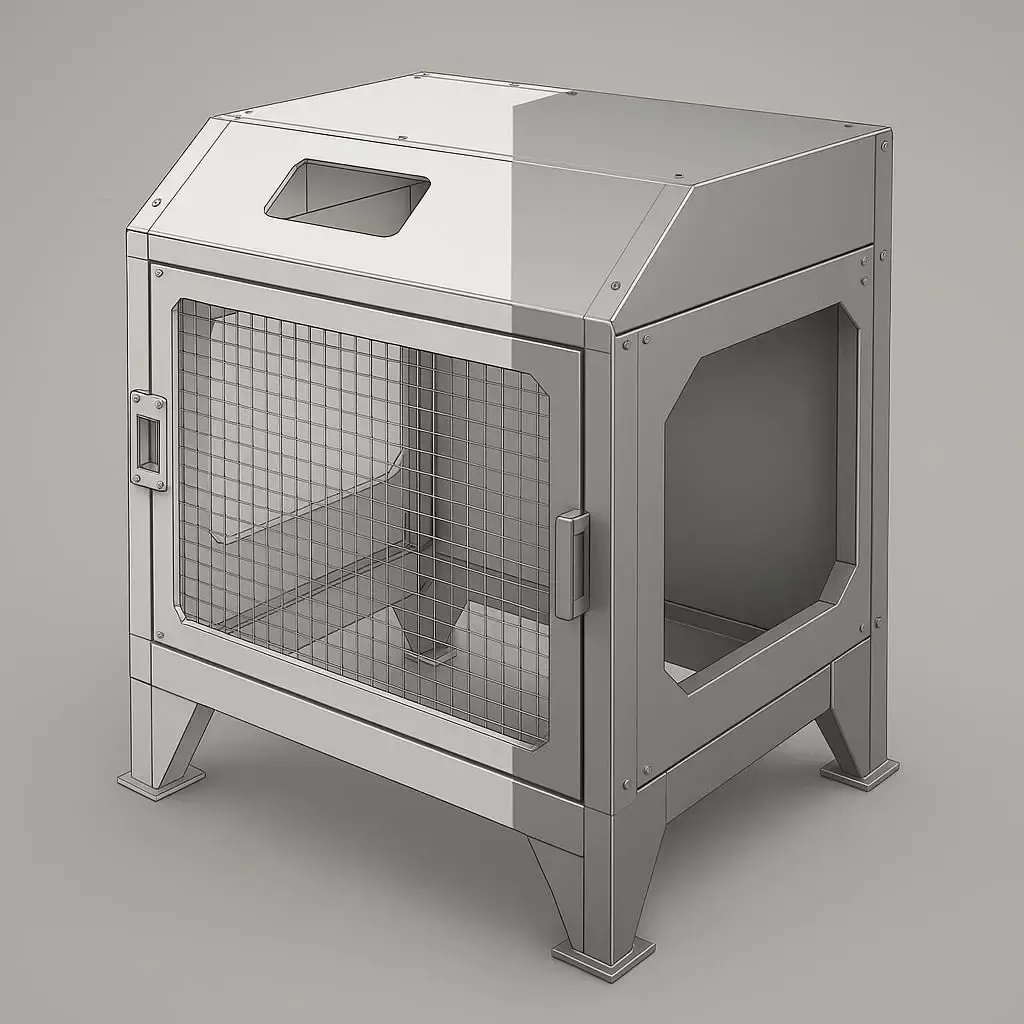
For prototypes of automation-equipment enclosures, electrical cabinets, charging-pile housings, battery structures, and similar products, SR MFG delivers 3–7 day lead times after drawing approval and material receipt, depending on complexity.
Rapid turnaround is enabled by a dedicated prototype line, quick toolhead/program changeover, and process engineers directly involved in DFM reviews. The goal of prototyping is not just to cut parts, but to quickly verify structural feasibility and define a stable mass-production process window.

Mass-Production Capability
Mass production relies on a stable, repeatable changeover workflow:
- Program parameter library enables 2–5 minute job switching
- Automated loading/unloading reduces manual dependence
- Standard welding fixtures and bending dies share a unified cutting-data set
Fast, controlled changeovers cut cost and protect delivery dates. Our principle is:
“Change the batch, not the process window,” ensuring consistent quality across runs.

Production Volume Range
SR MFG’s laser-cut production range: 1 piece → 100,000+ pieces.
More than just taking large orders, we maintain continuity from a single prototype through 10,000 or even 100,000 mass-production units.
- Small batch (1–100 pcs): prototypes, structural validation, low-frequency orders
- Medium batch (100–5,000 pcs): typical for charging-pile housings, server-cabinet parts, electrical enclosures
- Large batch (5,000–100,000+ pcs): standardized trays, brackets, modular sheet-metal components
This range lets customers complete the full journey—from concept → prototype → mass production—within one unified supply chain.
Laser Cutting Quality Assurance Workflow
To ensure each batch meets the same high standard, SR MFG breaks laser cutting quality control into multiple stages, with traceable data points at each phase, ensuring consistent laser cutting precision and repeatable quality. This ensures that every laser-cut part, from the first to the last, remains consistent.

We run FAI at the start of every new order or material batch to verify key dimensions, edge quality, and plate thickness against our process window, ensuring the setup is ready for mass production.
We sample parts during production and apply SPC on critical features to detect dimensional drift, edge overheating, or equipment issues early—keeping the entire batch under control, not just a few good pieces.
Final dimensional checks, flatness and hole-position verification, plus protective packaging and random unpacking inspections ensure that parts arrive ready for bending, welding, or final assembly without rework.
DFM
Laser Cutting Design Guide
The goal of this design guide is to ensure that structural parts possess a complete logical chain of “cuttable, bendable, weldable, and assemblable” before entering actual production. The core concept is: a small 1 mm adjustment during the design stage can often prevent costly rework in five subsequent manufacturing processes, saving both time and costs in mass production.
The following guidelines are summarized based on multiple material types and mass-production scenarios and can be directly applied to design optimization for industrial equipment, cabinets, electrical structural components, battery trays, and bracket-type parts.
DFM-Driven Laser Cutting Process
We don’t just “cut to print.” SR MFG works with you from CAD data to mass production, using DFM and engineering support to reduce redesigns, stabilize quality, and keep costs under control.
Upfront DFM Review
We review every CAD file for manufacturability, catching issues in holes, slots, ribs, and bend areas before the first sheet is cut.
Design Review
We check CAD files for manufacturability: material, thickness, holes, slots, and bend areas.
Prototype Validation
Prototypes act as process reference parts to lock in parameters for batch production.
Risk Control
We identify risks like warping and tolerance stack-up early and adjust the process before mass production.